













A engranaje de bomba El eje estriado es un componente crítico en varios tipos de bombas y sistemas de engranajes., Diseñado para transmitir torsión manteniendo la alineación entre las piezas conectadas.. engranaje de bomba hidráulica conjunto montado de engranaje impulsor(con estría interior) y engranaje impulsado(engranaje loco).

una ranura engranaje del eje tiene crestas o dientes (splines) mecanizado a lo largo de su longitud, permitiéndole encajar con ranuras correspondientes en un componente coincidente, en bombas, Garantiza una transmisión de potencia precisa entre el motor y los engranajes o impulsores de la bomba y, al mismo tiempo, admite ligeras desalineaciones..
Módulo: 0.8-8 mm
Dureza: 58-62HRC
Profundidad de la caja: 0.8-1.2 mm
Rugosidad del muñón del engranaje:0.15-0.25
superficie del extremo de los dientes:0.15-0.25
Características clave de eje estriado en engranaje de bomba
material: 8620H/20CrMnTi Tipos de estrías: Splines involutas/splines rectos
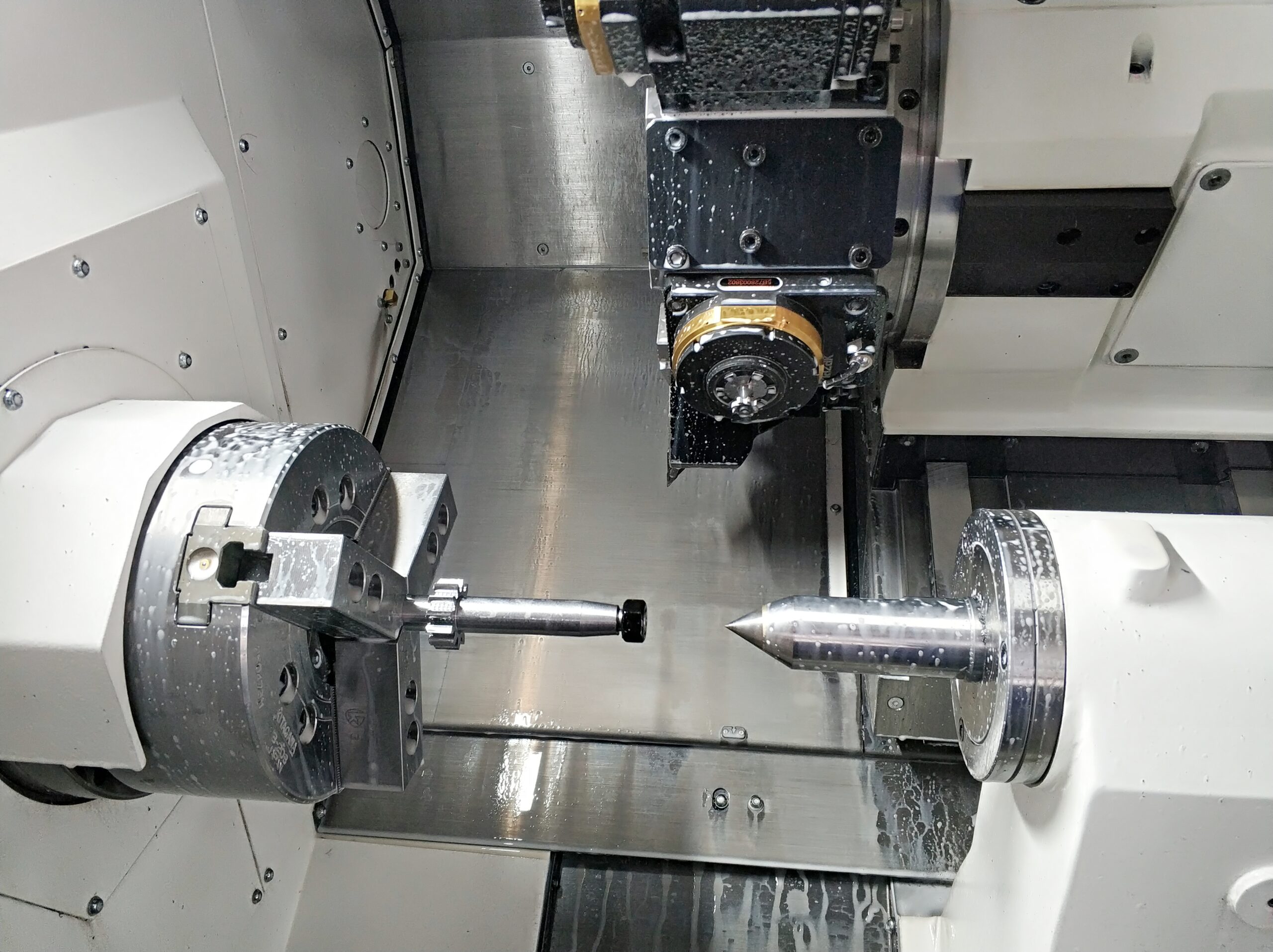
Método de mecanizado: torneado, calefacción y cocción
Torneado: máquina de torneado cnc, Obtenga una dimensión específica y una superficie fina.

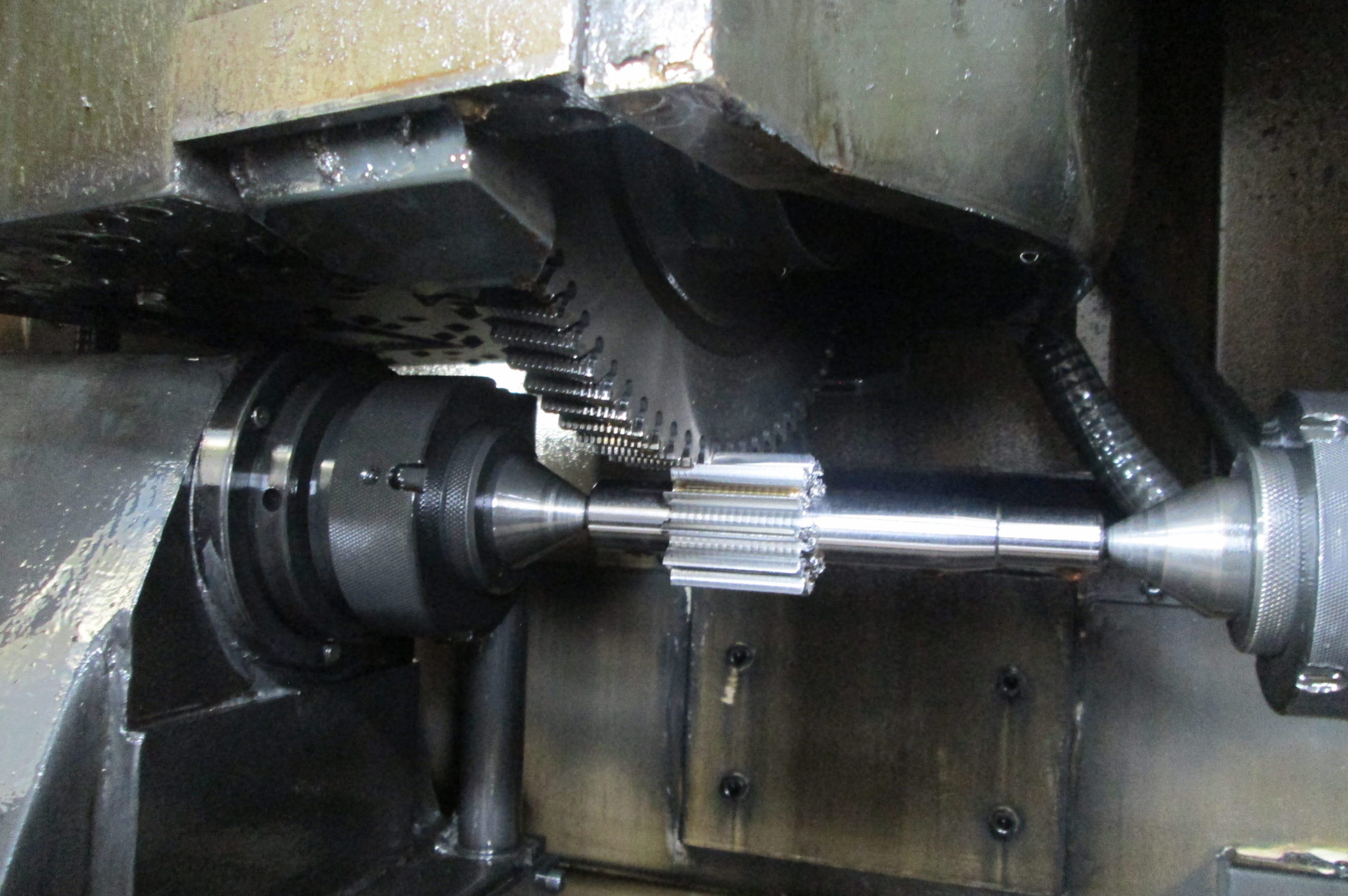
Engranaje: es un método de fabricación de engranajes para cortar los dientes en el blanco con una placa., Todos nuestros pasatiempos y afeitados son automáticos, Asegúrese de una alta precisión del perfil de dientes y el plomo.

Afeitado de engranajes: Elimina pequeñas cantidades de metal de las superficies de trabajo de los dientes de engranaje. Errores correctos en el índice, ángulo helicoidal, perfil de dientes. El proceso de afeitado de dientes también puede mejorar el acabado de la superficie del diente. El afeitado proporciona modificaciones de forma que reducen el ruido de la marcha. Estas modificaciones también pueden aumentar la seguridad y la vida del equipo..
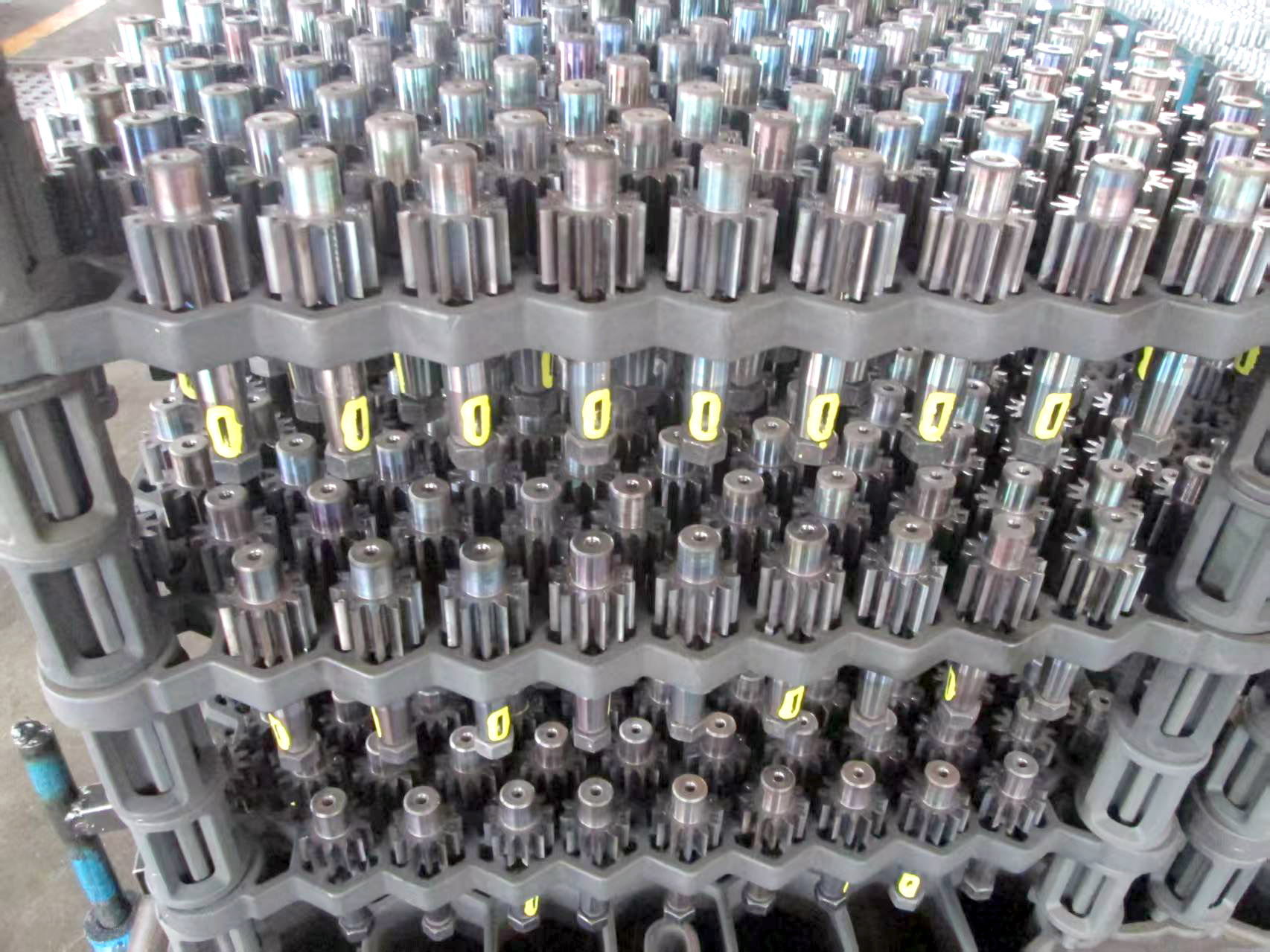
Tratamiento térmico de engranajes: un paso crítico en la fabricación de engranajes para mejorar la dureza, fortaleza, resistencia al desgaste.
Demanda técnica:Carburación y enfriamiento, dureza 58-64 HRC, profundidad de la caja 0,6-1,0 mm

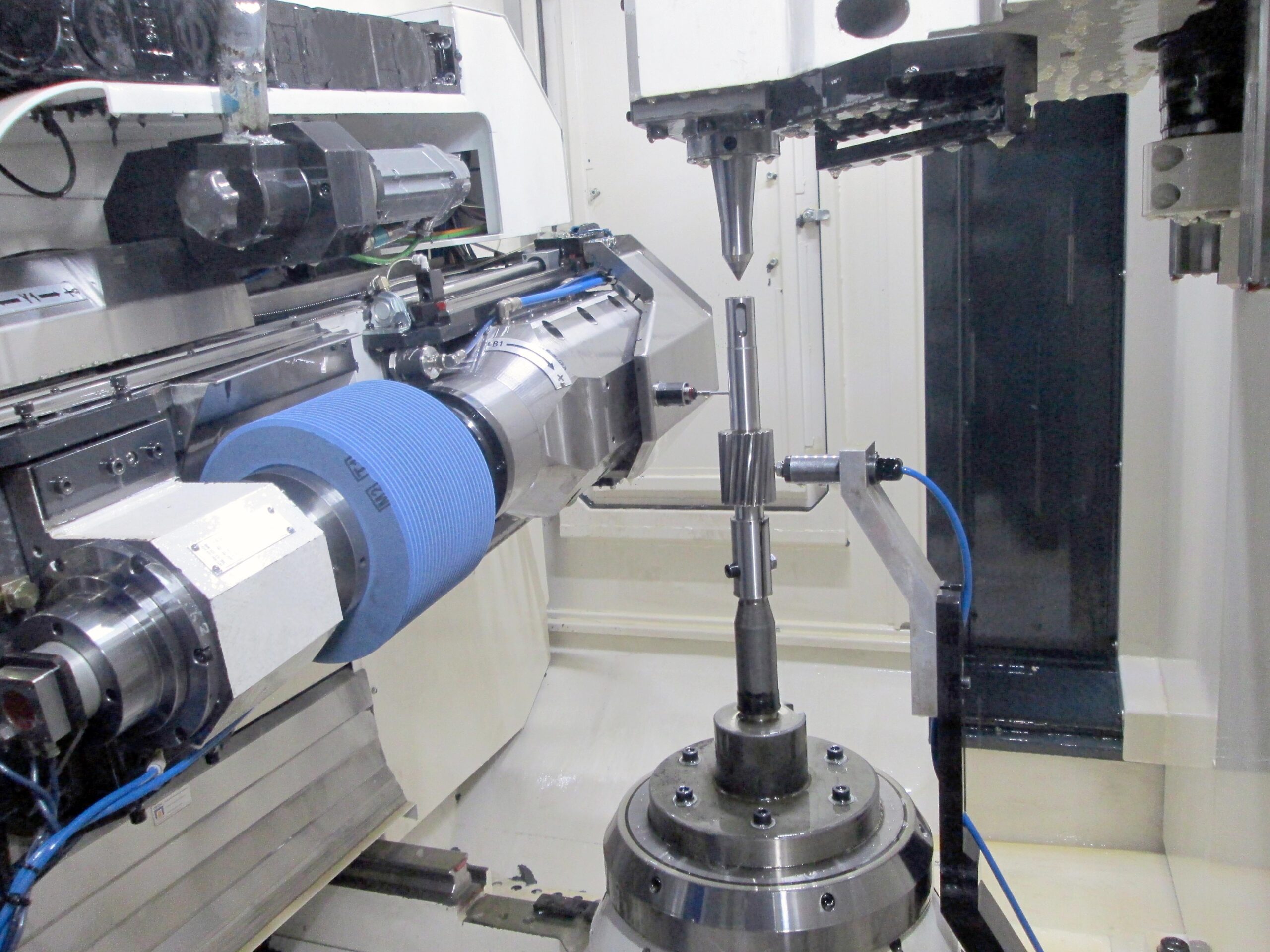
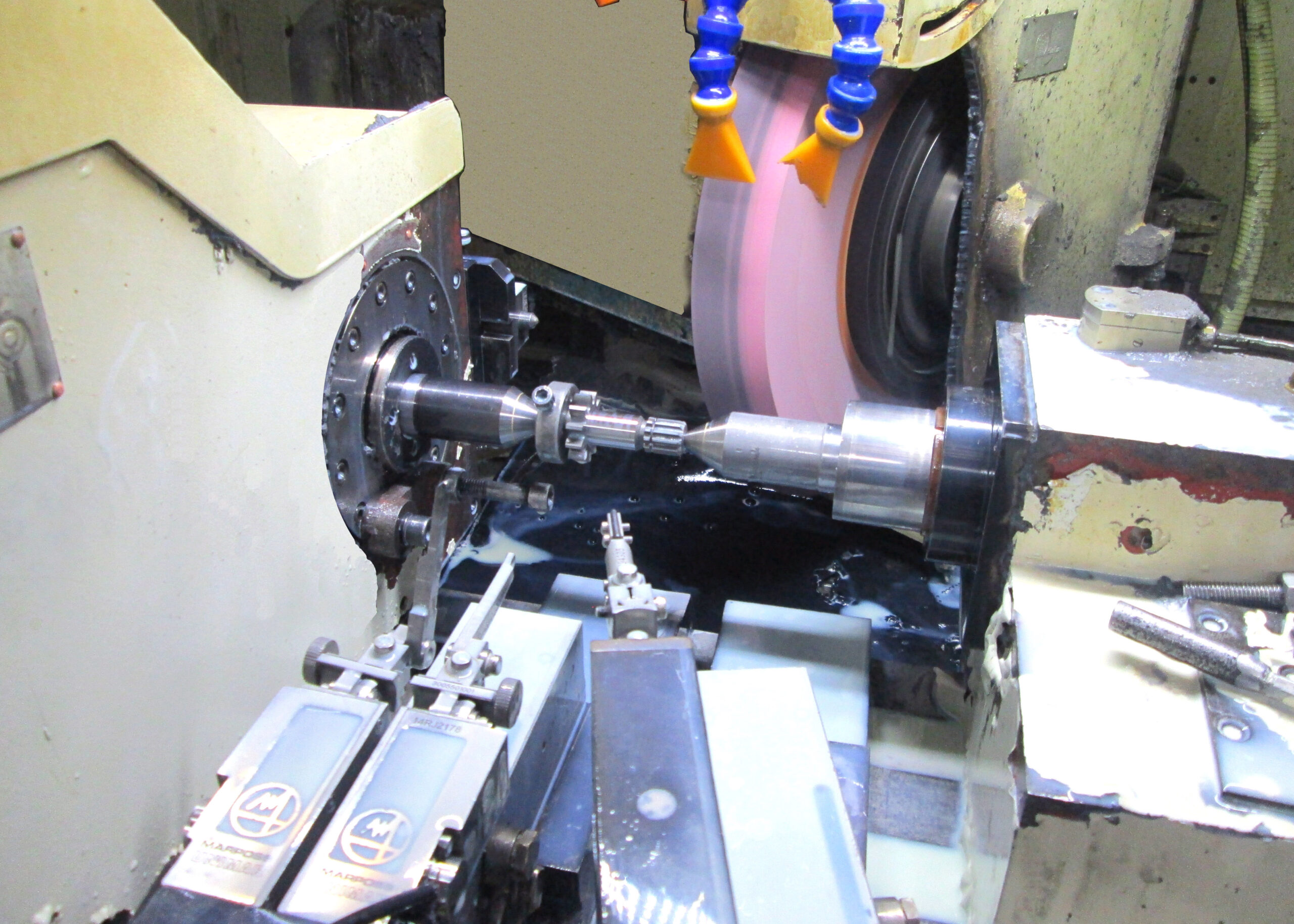
Molienda de engranajes: El rectificado de engranajes es un proceso de mecanizado de precisión que se utiliza para mejorar el acabado de la superficie., exactitud, y durabilidad de los engranajes.
Prueba de engranajes: La inspección de engranajes garantiza la calidad, exactitud, y rendimiento verificando las tolerancias dimensionales, geometría del diente, acabado superficial, y dureza.
| Perfil del diente | Garantiza una forma de involuta correcta para un mallado suave. |
| Precisión de tono | Afecta el engranaje y los niveles de ruido. |
| Sin | Comprueba errores de excentricidad y alineación. |
| Acabado superficial | Impacta la resistencia al desgaste y la vida a fatiga. |
| Dureza & Profundidad del caso | Verifica |




